- Color paste
CP Factory Color Matching Series Pigments

- auxiliary agent
auxiliary agent

Leveling Agents and Orange Peel Phenomenon in the Coatings Industry: A Technical Analysis
Abstract
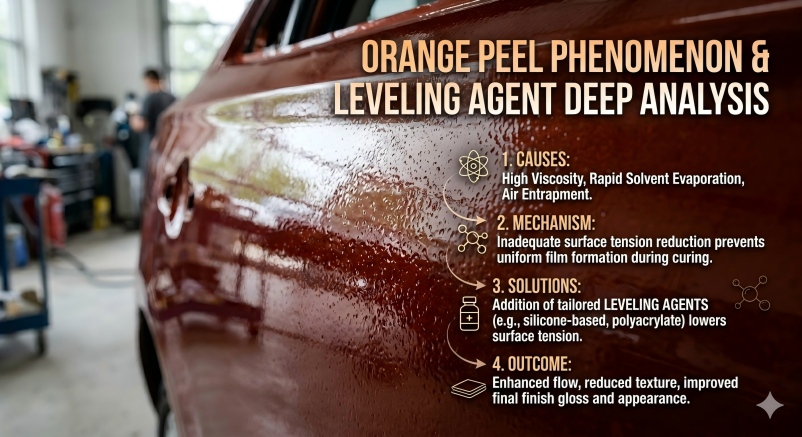
Leveling agents are essential additives in coatings formulation, yet their improper use can unexpectedly induce orange peel defects— a common issue stemming from uncontrolled surface tension gradients. This technical analysis explores the fundamental mechanisms linking leveling agent application to orange peel, including the roles of Marangoni convection, thermodynamic incompatibility, and kinetic mismatches in coating drying and curing. It classifies common leveling agent types (polyacrylate, silicone-based), identifies key failure factors (dosage excess, poor compatibility, uncoordinated kinetics), and provides actionable formulation guidelines, experimental diagnostic methods, and optimization strategies to eliminate orange peel. The study emphasizes that effective leveling relies on minimizing surface tension gradients, matching material compatibility, and synchronizing the kinetic timelines of leveling agent migration, solvent evaporation, and gelation.
1. Introduction
Leveling agents are widely used additives in the coatings industry to enhance surface quality, but field practice shows their addition may occasionally induce orange peel defects. This paradox arises from a lack of understanding of the physical nature of orange peel and the complex performance of leveling agents. Orange peel fundamentally stems from uncontrolled surface tension gradients; once these gradients exceed a critical threshold, they trigger abnormal fluid flow and morphological defects that become permanent after curing. This paper systematically analyzes the mechanisms of orange peel caused by leveling agents and provides scientific formulation and application solutions for the coatings industry.
2. Fundamental Principles Governing Leveling and Orange Peel Formation
2.1 Orr Equation: Core of Leveling Rate
According to the Orr equation, the leveling rate is directly proportional to surface tension and inversely proportional to viscosity. Higher surface tension and lower viscosity favor faster leveling, while surface tension gradients act as the primary driving force for liquid flow in coatings.
2.2 Bénard–Marangoni Convection and Orange Peel
When the surface tension gradient exceeds a critical threshold, it triggers Bénard–Marangoni convection, forming periodic vortex structures in the liquid coating. This disrupts surface uniformity, and the resulting irregular morphology solidifies during curing, ultimately forming orange peel defects.
3. Key Functions of Leveling Agents and Risks of Improper Use
3.1 Ideal Performance of Leveling Agents
Under optimal conditions, leveling agents perform three core functions:
- Reduce overall surface tension and promote uniform coating spreading
- Eliminate local surface tension gradients and suppress Marangoni backflow
- Extend the effective leveling period, enabling gradual solvent evaporation for a smooth surface
3.2 Adverse Effects of Improper Application
Improper use of leveling agents leads to a series of coating defects:
- Excessively low surface tension causes dewetting and poor substrate adhesion
- Reversed surface tension gradients induce undesirable backflow, disrupting surface smoothness
- Premature surface curing locks in morphological defects, severely reducing leveling efficiency
- Formation of a semi-permeable surface film causes skinning and internal pressure buildup, leading to pit-like defects similar to orange peel
3.3 A Common Misconception in Application
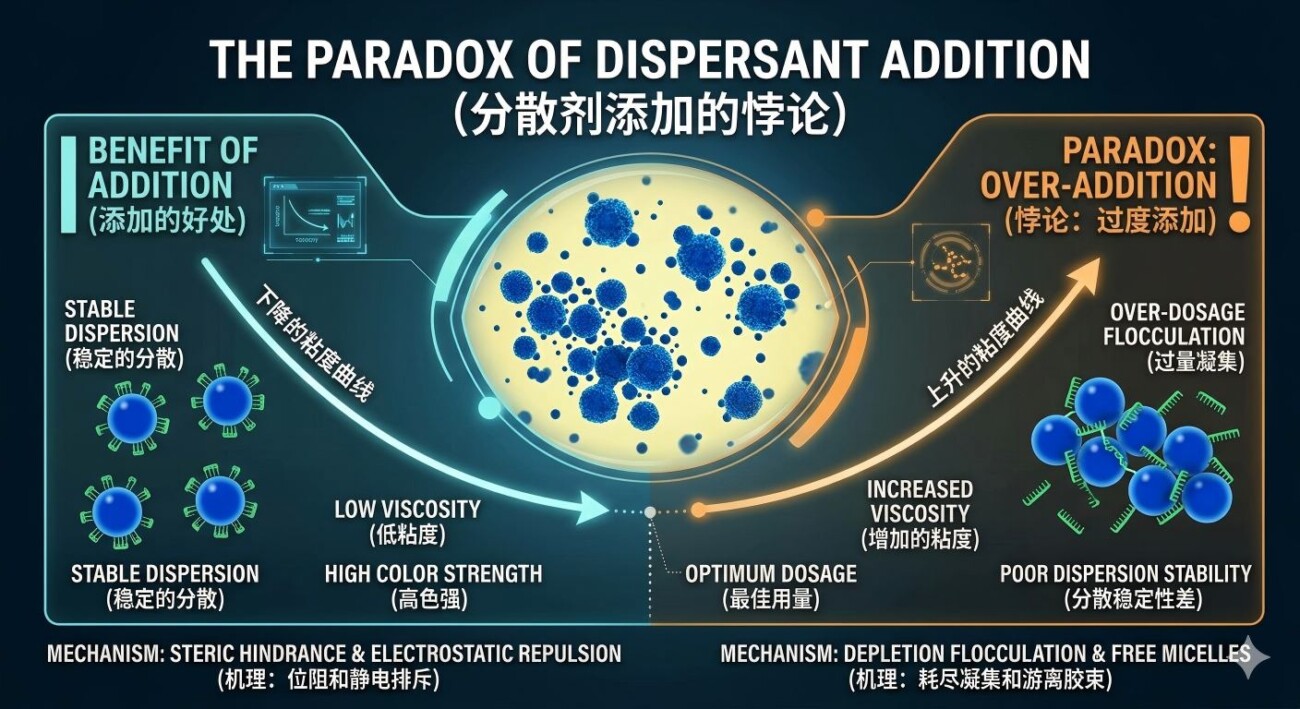
Linear thinking—assuming simple addition of leveling agents will reduce surface tension and eliminate defects—is a critical error. In practice, leveling agent addition may sharply increase surface tension gradients, exacerbating surface irregularities. Additives are not universal solutions, and compatibility with the base resin is the prerequisite for effective leveling.
4. Classification of Leveling Agents and Their Inherent Thermodynamic Challenges
4.1 Main Types of Leveling Agents and Their Characteristics
Leveling agents are broadly divided into two categories, with distinct performance and application suitability:
- Polyacrylate-based leveling agents: Contain both polar and hydrophobic segments, suitable for polar binders (epoxy, acrylic resins) with excellent miscibility and leveling performance.
- Silicone-based leveling agents: Exhibit extremely low surface energy (≈20 mN/m), enabling rapid migration to the coating surface to support leveling, but prone to local over-concentration issues.
4.2 Thermodynamic Incompatibility: Fundamental Cause of Defects
In polymer coating systems, leveling agents and resins face an inherent thermodynamic incompatibility challenge:
- The Gibbs free energy of mixing is dominated by the entropy of mixing, which is typically small in polymeric systems, leading to failure in forming homogeneous solutions and microscopic phase separation.
- A large surface energy difference (e.g., polydimethylsiloxane in silicone leveling agents: ≈20 mN/m; epoxy/acrylic resins: 35–45 mN/m) drives preferential migration of leveling agents to the air-film interface, causing local enrichment and altered coating performance.
5. Mechanisms of Orange Peel Induced by Leveling Agents
5.1 Surface Tension Gradient Amplification
Local enrichment of leveling agents forms micro/nanoscale droplets on the coating surface, creating regions of extremely low local surface tension. This disturbs interfacial balance, amplifies surface tension gradients, triggers the Marangoni effect, and destabilizes the initially smooth surface— the cured irregular morphology forms orange peel.
5.2 Reverse Marangoni Flow
Normal liquid flow in coatings moves from high to low surface tension regions (supporting leveling). Inappropriate leveling agent use creates severe local surface tension mismatches: leveling agent-enriched areas have excessively low surface tension, inducing reverse Marangoni flow that disrupts smooth fluid motion and increases surface non-uniformity.
5.3 Persistent Bénard–Marangoni Convection
Uneven distribution of leveling agents generates persistent spatial surface tension differences that are difficult to relax over time. When the gradient exceeds the critical value, sustained Bénard–Marangoni convection forms, manifesting as distinct orange peel and degrading coating appearance and quality.
5.4 Dynamic Surface Tension Fluctuations During Drying
Surface tension evolves dynamically in the coating drying process:
- Initial stage: Insufficient leveling agent migration leads to relatively high surface tension.
- Late stage: Leveling agent surface accumulation causes a sharp drop in surface tension.
This dramatic transient gradient, combined with the curing kinetics window, is a major cause of orange peel, as rapid fluctuations severely interfere with leveling.
5.5 Kinetic Timeline Mismatch
Ideal coating formation requires synchronized solvent evaporation, leveling agent migration, and crosslinking curing. Any mismatch leads to defects:
- Overly rapid solvent evaporation causes shrinkage and wrinkling.
- Out-of-phase leveling agent migration and solvent loss forms a high-viscosity surface skin that traps irregularities.
- Premature crosslinking creates a “hard skin, soft core” structure, significantly degrading coating performance.
5.6 Excessive Dosage and Micellization
Excessive leveling agent addition carries substantial risks:
- Dosage exceeding the saturated adsorption capacity causes micellization and multilayer adsorption, inducing drastic surface tension fluctuations and small teardrop/sand-like surface protrusions.
- Misunderstanding the critical micelle concentration (CMC): Adding up to the CMC does not guarantee optimal performance; excess agent forms bulky micelles, intensifying phase separation and defects.
5.7 Compatibility Issues and Crosslinking Interference
- Solubility parameter mismatch: A solubility parameter difference (Δδ) > 2 between leveling agents and resins results in positive mixing free energy and spontaneous phase separation, impairing coating quality.
- Crosslinking interference (thermosetting systems): Leveling agents may accelerate or delay surface curing rates in epoxy/polyurethane coatings, causing uneven crosslink density and internal stress, leading to micro-wrinkling or orange peel.
- Reactive leveling agents: Hydroxyl/carboxyl-containing reactive agents can improve adhesion via crosslinking but may cause localized over-crosslinking with reaction rate mismatches, generating abnormal surface tension gradients.
6. Multi-Factor Synergistic Instability Model for Orange Peel
Orange peel formation in coatings is a result of synergistic effects of multiple factors, with the core relationship: orange peel develops when the product of the surface tension gradient and viscosity difference exceeds a critical threshold. Three key governing variables are:
- Compatibility: Solubility parameter difference (Δδ) between leveling agent and resin; larger differences exacerbate phase separation.
- Dosage: Excess leads to multilayer adsorption, micellization, and severe surface tension fluctuations.
- Kinetic matching: Mismatch between solvent evaporation time and gelation time disrupts the leveling window.
Orange peel defects are inevitable when these factors combine unfavorably.
7. Experimental Diagnostic Methods for Leveling Agent-Related Defects
To identify the root cause of orange peel induced by leveling agents, three reliable experimental approaches are recommended:
- Optical microscopy: Detect micron-scale droplets in the coating, a direct indicator of phase separation between leveling agents and resins.
- Contact angle measurement: Characterize surface tension gradients, the primary source of leveling defects.
- Dynamic viscosity profiling: Evaluate whether viscosity buildup is synchronized with solvent evaporation using a rotational viscometer.
8. Case Studies: Failure Analysis and Successful Optimization
8.1 Failure Case: Severe Orange Peel with Silicone-Based Leveling Agent
A formulation containing 1.5 wt% silicone-based leveling agent exhibited severe orange peel and increased surface roughness, with three core root causes:
- Large solubility parameter difference between leveling agent and resin, leading to spontaneous phase separation.
- Excessive dosage exceeding the saturated adsorption limit of the coating system.
- Kinetic mismatch, with premature surface curing disrupting the effective leveling period.
8.2 Successful Optimization Case: Acrylic Resin System with Silicone Leveling Agent
An acrylic resin coating system with silicone leveling agent-induced orange peel was fully resolved via three key adjustments:
- Leveling agent modification: Introduce hydrophilic acetylene-based groups to improve thermodynamic compatibility with the resin.
- Stepwise addition: Pre-disperse 50% of the leveling agent initially, add the remaining 50% during mixing to ensure uniform distribution and avoid local over-concentration.
- Controlled drying: Reduce ambient temperature to slow solvent evaporation and prevent premature surface skinning.
After modification, orange peel was completely eliminated, and a high-quality smooth coating surface was achieved.
9. Critical Formulation and Application Guidelines for Defect-Free Leveling
9.1 Formulation Design Guidelines
- Avoid arbitrary dosage increases; determine the optimal range via gradient titration experiments.
- Match the polarity and solubility parameters of resins and leveling agents (target Δδ < 2).
- Avoid combining multiple strong surfactants without prior compatibility and interaction testing.
- Do not overlook the curing agent: it may react with leveling agents and compromise system stability.
- Adopt a “small-dose, multi-step” addition strategy for leveling agents to ensure uniform distribution.
9.2 Molecular Design Strategies for High-Performance Leveling Agents
To improve compatibility while maintaining low surface tension, effective molecular design approaches for leveling agents include:
- Introduce ethylene oxide segments to enhance hydrophilicity and miscibility with polar resins.
- Copolymerize with resin monomers to strengthen intermolecular interactions between leveling agents and binders.
- Adopt end-group capping to suppress undesired side reactions with curing agents or resins.
9.3 Quantitative Monitoring of Key Performance Parameters
Consistent coating quality requires quantitative real-time monitoring of three core parameters, with clear target values:
- Solubility parameter difference (Δδ): Target < 2, measured via a solubility parameter analyzer.
- Surface tension gradient (Δσ): Target < 0.5 mN/m, measured using a dynamic contact angle meter.
- Viscosity development: Gel time (τ_gel) ≈ surface solvent evaporation time (τ_evap), monitored with a rotational viscometer.
9.4 Environmental Condition Control
Coating leveling behavior is significantly influenced by ambient environmental conditions; rational control can reduce orange peel risk:
- Temperature: Elevated temperatures accelerate solvent evaporation and increase premature surface curing risk—control to a stable moderate level.
- Humidity: High humidity slows evaporation and prolongs the effective leveling period, beneficial for reducing defects.
- Airflow: Strong drafts cause uneven surface evaporation and irregular tension gradients—maintain mild, uniform airflow during drying/curing.
9.5 Advanced Kinetic Time Scale Matching
Advanced control of leveling requires precise matching of three key time scales in the coating system, with the optimal relationship:
Leveling agent migration time ≈ surface solvent evaporation time < gelation time
Synchronized timelines ensure the leveling agent exerts its function fully before the coating gels, consistently achieving ideal smooth surfaces.
10. Conclusion
The orange peel phenomenon induced by leveling agents in the coatings industry ultimately originates from thermodynamic incompatibility between leveling agents and the coating system—mismatched molecular structures make defects difficult to avoid. The central issue is not just surface tension itself, but uncontrolled surface tension gradients; orange peel is essentially a physical manifestation of these gradients, so countermeasures must focus on minimizing or eliminating the gradients rather than merely reducing surface tension.
Dynamic kinetic matching is equally critical: the migration rate of leveling agents must be synchronized with solvent evaporation and curing kinetics. Excessively fast migration occurs before sufficient solvent evaporation, while overly slow migration misses the optimal leveling window. Proper coordination across these time scales is essential for defect-free coatings.
Finally, precise dosage control is indispensable. Excessive leveling agent addition leads to micellization and phase separation, ruining overall coating performance—experimental titration to determine the optimal dosage and a stepwise addition strategy are key to reliable leveling agent performance.
By integrating material compatibility design, precise dosage control, kinetic timeline synchronization, and environmental condition management, the coatings industry can fully exploit the surface quality enhancement function of leveling agents and completely eliminate orange peel defects caused by their improper use.
Document Information
- File Format: MD (Markdown)
- Target SEO Platform: Google
- Core Keywords: Coatings leveling agents, orange peel phenomenon, surface tension gradient, Marangoni convection, coatings formulation optimization, silicone leveling agent, polyacrylate leveling agent
- Long-Tail Keywords: Why do leveling agents cause orange peel, how to eliminate orange peel in coatings, leveling agent dosage control, coatings solubility parameter matching, thermosetting coatings leveling optimization